

咨询电话
022-83711102
0311-67163596


022-83711102
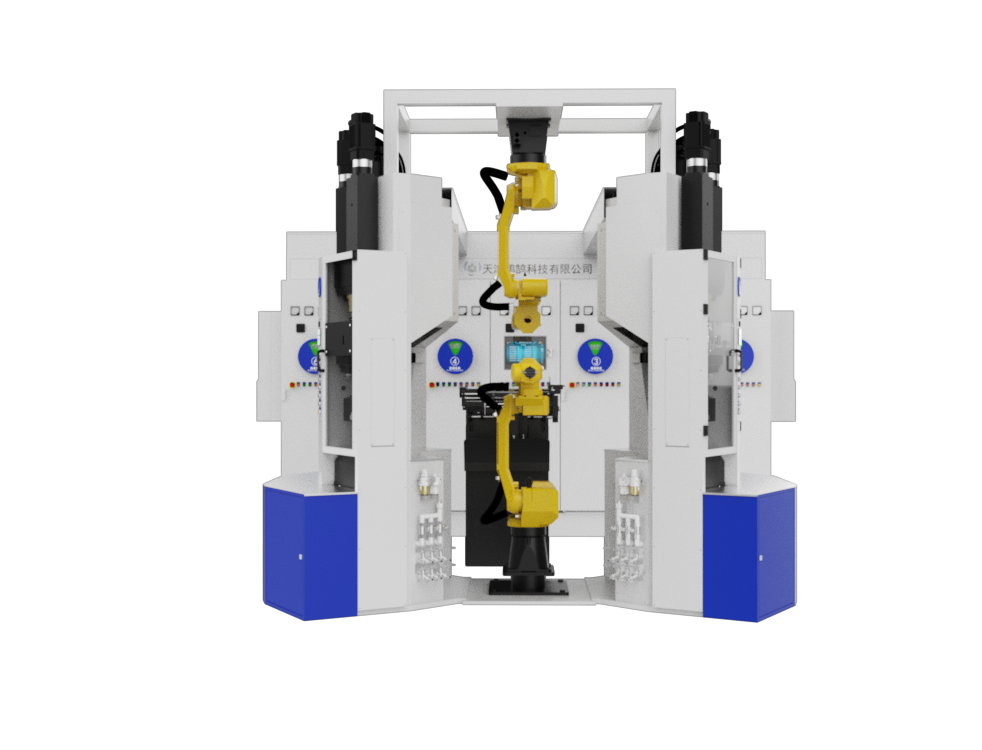
1.本生产线基本的动作流程为:
上料箱从料斗里选出合格的棒料,上料机器人把棒料送入电镦机,电镦机开始电镦,电镦完成后,再由下料机器人将其取出放入压力机进行锻压成型,最后得到气门毛坯。总控系统控制这些动作协调有序的进行,连续往复。
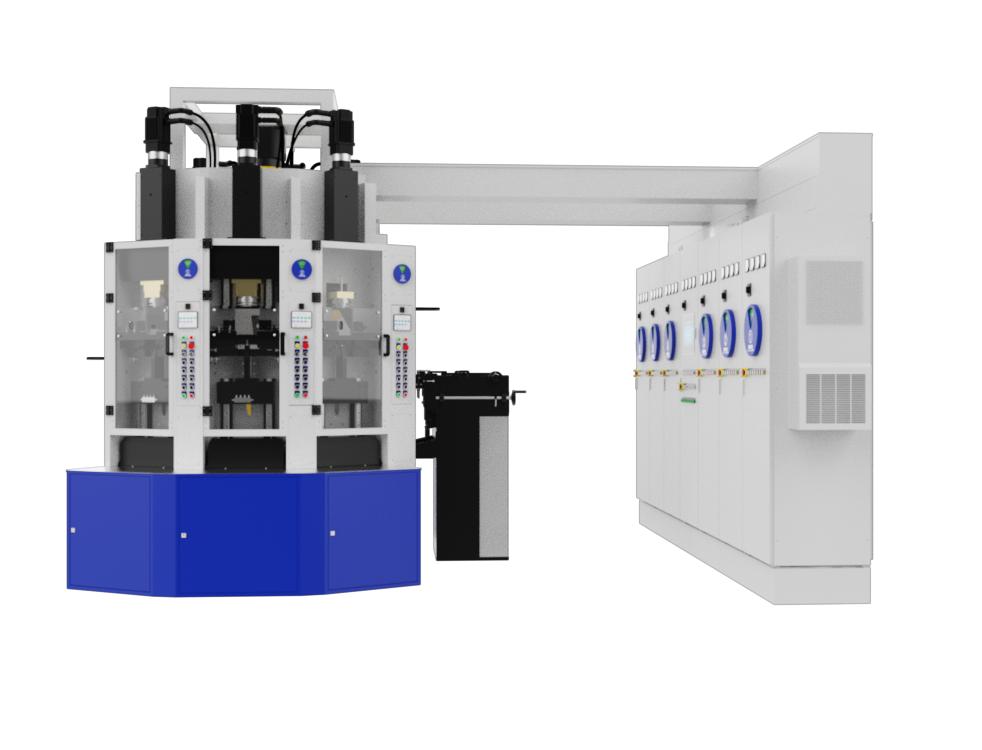
2.本生产线格局布置为:
六台电镦机排布成两个扇形,左右对称,左侧三台,右侧三台,电镦工作面朝外,扇形的中心处放置两台机器人,一台机器人吊装用于电镦上料,一台机器人正装用于电镦下料,上料箱分至于前后两个扇形的间隙中。这样就把六台电镦机、一台压力机、一台上料箱分布与一个圆圈上,两台机器人位于圆圈的中心。
电镦:夹钳对中;砧头自动对零;50KVA两相变压器,空载电流<0.2A;具有防弯装置;具有电镦预热、杆部加热、定长电镦、参数分段、伺服滚珠丝杠回退。
总控:参数存储、工件计数、曲线过程显示、高低温报警、工作状态显示、故障电镀机自动离线、电镦机在线加入与摘除。
上料:磁性分选、倒角分选。
3.工件材料:
① 截面形状为圆形,直径为ø5~ø13,尺寸公差为ISO标准h11。
② 表面状态:冷拔、脱皮或抛光的无油棒料。
③ 表面粗糙度:Ra 2.5
④ 端面状态:棒端面必须光滑、平整、无氧化。端面有合适的倒角。
⑤ 材料:适用于所有钢材。
4.生产率:
镦锻速度直接影响工作周期和产量。镦锻速度受材料合金、棒料直径、棒料表面情况、镦锻件形状和变压器调整功率的限制。
棒料直径:Ds=8.7mm
棒料全长:L=300mm
未镦长度:k=120mm
辅助时间:t=2s
顶镦长度:L-s=300-120=180mm
顶锻速度:v=12mm/s
砧头速度: v=2mm/s
循环时间: 顶镦长度/(顶锻速度-砧头速度)+辅助时间=180/(12-2)+5=23s
022-83711102
0311-67163596
© 版权所有 2017 sjzdydz.com All Rights Reserved 津ICP备17009726号
技术支持:帝易企划
© 版权所有 2017 sjzdydz.com All Rights Reserved
津ICP备17009726号 技术支持:帝易企划


